防爆梅花扳手的模鍛工藝二:
接上篇。3.5 模具型槽的設計
防爆梅花扳手泊頭專業(yè)生產(chǎn)制造廠家。它銷往全國各大城市地區(qū),深受用戶地好評。模具型槽是鍛件時 后成形的型槽,它是按熱鍛件圖制造和檢驗的。
開式模鍛時,梅花扳手兩頭的型槽沿分模面設置小毛邊槽,而桿部體積能正確計算及容易成形,故不設毛槽。
鍛件在模具型槽里鍛好冷卻到室溫時,其尺寸要縮小,所以熱鍛件圖要按鍛件圖(冷)放大一個收縮量。
對梅花扳手鋼鍛件的收縮率一般取1.2%。模具型槽 的主要尺寸見圖5。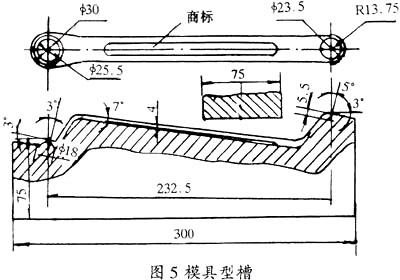
當傾斜角α=7o時,錯移力未完全平衡,故設置了外加平衡鎖塊,見圖3所示。
3.6 模鍛力的計算
模鍛所需的壓力可按下式計算:
P=K(2+0.1(Fsqrt(F))/V)σb.F
式中P--模鍛力,N
K--系數(shù),當開式模鍛時取K=3.5
F--鍛件投影面積,mm2,根據(jù)計算為4200mm2
V--鍛件體積,mm3,根據(jù)計算為35500mm3
σb--模鍛終了時的金屬強度極限,MPa,按45號鋼選用60MPa
計算后得 P=2500kN
故選用3000kN摩擦壓力機進行生產(chǎn),模鍛時坯料溫度為900~950oC。
4輥鍛制坯工藝
4.1選擇原毛坯尺寸
輥鍛過程中,毛坯每一道變形時,除了少量金屬展寬外,大部分金屬都沿鍛件軸線被延伸,使毛坯模截面不斷減小。
因此,選擇原毛坯截面尺寸,可按下式確定原毛坯的截面積:
Fo=K.Fmax
式中Fo--原毛坯截面積,mm2
Fmax-- 鍛件 大截面積,mm2
K--截面增大系數(shù),取K=1.1~2.0
原毛坯長度尺寸可根據(jù)梅花扳手鍛件圖來進行計算的。
經(jīng)計算并按鋼材標準規(guī)格, 后選定的實際原毛坯尺寸為φ18×140mm。
4.2確定輥鍛道次
選擇輥鍛道次對保證輥鍛件的成形及提高生產(chǎn)率有很大的影響。
如果選擇道次過多,則將增加輥鍛模具的數(shù)量,同時延長操作時間,使生產(chǎn)率降低。
反之,如果輥鍛道次過少,則將使金屬分配不全理或使金屬變形加劇,影響繼續(xù)輥道次的主要依據(jù)是金屬延伸量的大小及制作成形的難易程度,可按下式初步確定輥鍛道次N:
N=lgλ/1gλ平
總延伸系數(shù)λ等于原毛坯橫截面積Fo與輥鍛后鍛件的 小截面積Fmin之比,即λ=Fo/Fmin=254.34/121.5=2.09.
平均延伸系數(shù)λ平一般為1.5~2.5.
根據(jù)輥鍛道次的計算及梅花扳手坯料工藝的分析,代入上式得N=1g2.09/1g2=1.06,輥鍛道次選為N=1。
4.3 設計輥鍛后制坯的形狀及尺寸
輥鍛制坯的形狀應根據(jù)計算毛坯直徑圖的數(shù)據(jù)來進行設計,其形狀及尺寸見圖6所示。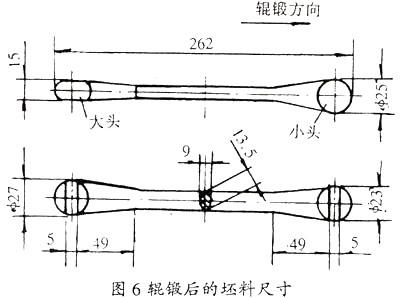
4.4 確定輥鍛模具型槽尺寸,根據(jù)生產(chǎn)中實際數(shù)據(jù),其前滑量S=2%~3%,取S=2.5%計算:
①模具型槽的總長度 L=L坯/1+S=262/102.5×100≈255mm
②大小頭尺寸:按鍛件和毛邊的體積定出φ27×15和φ23×25的扁球體,但兩頭都留有5mm伸縮量,以利充滿模鍛型槽。
③桿部截面為橢圓形,其體積取決于鍛件桿部體積,因模鍛時桿部不再溢出毛邊。其它尺寸則參照鍛件尺寸確定,參見圖2。
④毛邊:在兩鍛輥中間留有1.25mm的間隙。毛邊自然形成。
由上可得輥鍛模型的形狀及尺寸,見圖7所示。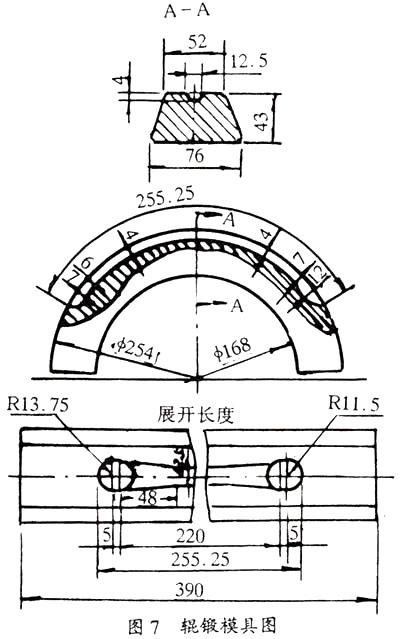
5切邊、沖孔及沖十二角
梅花扳手模鍛后,還需進行切邊、沖孔及沖十二角。
這些工藝所用的沖模均為一般熱沖模結構,在標準壓力機上進行沖壓,故不再作工藝分析。
6模具材料
鍛壓模和輥鍛模在工作時都承受著較大的壓力,另一方面又在反復受熱和冷卻的條件下工作,通常模具受熱的溫度可達350~500oC。
因此,模具內(nèi)部在交變應力的作用下,極易形成熱疲勞裂紋。
為保證模具的使用壽命,鍛壓模和輥鍛均選用3Cr2W8合金模具鋼。
由于鍛壓模需要量較大,可采用冷壓方法制造。
鍛壓模和輥鍛模的熱處理工藝,經(jīng)淬火及回火后的硬度為HRC48~51。
7 結論
在梅花扳手一具零件生產(chǎn)中,采用輥鍛技術和小毛邊模鍛組成先進的成形工藝,在技術上和經(jīng)濟上有了明顯的提高,即簡化了生產(chǎn)工序,提高了產(chǎn)品質(zhì)量及合格率,又減少了基本設備投資,降低了產(chǎn)品成本。
敲擊扳手、敲擊梅花扳手、敲擊呆扳手、敲擊開口扳手、直柄敲擊扳手、彎柄敲擊扳手、英制敲擊扳手、重型扳手、敲擊重型扳手、直柄梅花扳手、彎柄梅花扳手、梅花敲擊扳手、錘擊扳手、錘擊梅花扳手、錘擊呆扳手、梅花錘擊扳手、開口錘擊扳手、單頭呆扳手、單頭梅花扳手、彎柄敲擊梅花扳手、凸型敲擊梅花扳手、閥門扳手、F扳手、聽針、F型閥門扳手等特種扳手一般采用優(yōu)質(zhì)碳素結構鋼45#中碳鋼或優(yōu)質(zhì)合金結構鋼40Cr制造而成,堅固耐用、不折不斷,抗打擊能力強,是大型工業(yè)用重型扳手,適用于石油、化工、石化、冶金、造船、發(fā)電、礦山、機械等行業(yè)。
? 2012-2013 環(huán)海機械工具
公司地址:河北泊頭市王武鎮(zhèn)工業(yè)區(qū)
電話:0317-8263458
Copyright 2011 - 2012 hhjxgj.com All Rights Reserved.
技術支持:益合商務 產(chǎn)品標簽:防爆工具 防爆扳手 特種工具 防磁工具 -備案號:冀ICP備12003163號-1

? 2012-2013 環(huán)海機械工具
公司地址:河北泊頭市王武鎮(zhèn)工業(yè)區(qū)
電話:0317-8263458
Copyright 2011 - 2012 hhjxgj.com All Rights Reserved.
技術支持:益合商務 產(chǎn)品標簽:防爆工具 防爆扳手 特種工具 防磁工具 -備案號:冀ICP備12003163號-1