防爆梅花扳手制坯輥鍛工藝:
防爆工具供應(yīng)商——泊頭環(huán)海機(jī)械廠專業(yè)生產(chǎn)制作產(chǎn)品,防爆扳手,特種工具等。小毛邊模鍛工藝生產(chǎn)的優(yōu)點,并對梅花板手進(jìn)行了工藝分析。介紹了梅花板手制坯輥鍛工藝和小毛邊模鍛工藝及其模具設(shè)計。
1概述
梅花板手是一種用得很廣泛的手工工具,型號多,批量大。類似零件還有雙頭呆板手,兩用扳手等。過去雖然已進(jìn)行了一系列改進(jìn),使原來完全依靠落后的手工鍛造生產(chǎn)方式逐步改進(jìn)組成了具有一定水平的鐓頭--輥軋--模鍛流水線。但該流水線還存在工序多、材料利用率低、勞動強(qiáng)度大等不足之處。
輥鍛是目前國內(nèi)外廣泛采用的一種較先進(jìn)的塑性成形工藝。它既可作為模鍛前的制坯工序,亦可直接輥制鍛件。這種輥鍛工藝不僅具有獲得精確形狀及尺寸的光滑表面毛坯,還具有生產(chǎn)率高、模具壽命長及材料利用率高等優(yōu)點。
輥鍛是使毛坯(冷態(tài)的或熱態(tài)的金屬)在裝有圓弧形模塊的一對旋轉(zhuǎn)鍛輥中通過(圖1)時,借助模具型槽使其產(chǎn)生塑性變形,從而獲得所需要的鍛件或鍛坯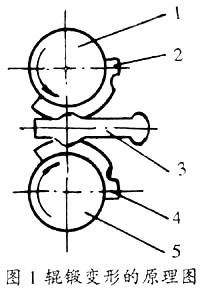
下面以16×18mm梅花扳手為例作詳細(xì)介紹。
2工藝分析
圖2為16×18mm梅花扳手零件圖,材料為45號鋼,兩頭部熱處理淬頭回火硬度為HRC38~45。按鍛造工藝的形狀類別,其形狀是屬于兩頭粗大、中間桿狀的長軸類鍛件,所以必需采用輥鍛成形才能達(dá)到所要示的制件形狀及尺寸.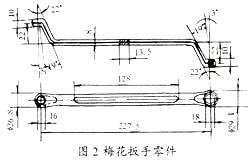
從多年生產(chǎn)實踐分析可知,毛坯軸線方向與打擊方向互相垂直,金屬主要沿高度及寬度方向流動,而沿長度方向流動很小。
其特點:a.鍛件的長度與寬度、高度的尺寸 比例大;b.鍛件沿長度方向其截面積變化較大。
因此,在大批量生產(chǎn)時,必需考慮采用效率較高的制坯工步--輥鍛工藝及終成形工藝---小毛邊開式模鍛,所以梅花扳手的塑性成形工藝主要包括:a.高速鋸切下料;b.感應(yīng)加熱;c. 輥鍛制坯;d.摩擦壓力機(jī)模鍛;e.沖床切邊;g.沖孔;h.沖十二角。
3模鍛工藝
該零件除了兩頭平面刮平與倒角外,其余均不經(jīng)切削加工,故該零件圖基本上為鍛件圖。
模鍛生產(chǎn)過程、工藝規(guī)范制訂、模具設(shè)計、鍛件檢驗及鍛模制造等都離不開鍛年圖,設(shè)計時一般應(yīng)考慮解決下列問題:
3.1確定分模位置
鍛件分模位置合適與否,關(guān)系到鍛件成形、鍛件出模、材料利用率等一系列問題。
確定分模位置 基本原則是保證鍛件狀盡可能與零件形狀相同和鍛件容易從鍛模型槽中取出;此外,還應(yīng)爭取獲得鐓粗充填成形的良好效果。
為此,根據(jù)梅花扳手的形狀特點,分模線設(shè)在鍛件的中央,如圖2中粗線所示。
這樣模鍛時將產(chǎn)生水平分力,為平衡這個錯移力,將扳手柄部型槽設(shè)計成與水平線成α傾斜角(圖3),以形成自然的鎖扣,α角的大小根據(jù)大小頭模具型槽的深度(圖3中之A、B)及水平分力大小而定,同時還須考慮模具的強(qiáng)度及前一工步的關(guān)系。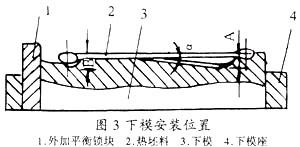 現(xiàn)取α=7o。其大小頭模具型槽深度可基本相同,且模具強(qiáng)度較高,輥鍛后的坯料可開成平直形狀水平地放進(jìn)模鍛型槽,定位較好。
現(xiàn)取α=7o。其大小頭模具型槽深度可基本相同,且模具強(qiáng)度較高,輥鍛后的坯料可開成平直形狀水平地放進(jìn)模鍛型槽,定位較好。
3.2其它工藝參數(shù)
設(shè)計鍛件圖時,還需要決定公差、模鍛斜度、圓角半徑,但基本上與常規(guī)方法相似。
3.3確定局部小毛邊槽型式及時性尺寸
考慮到輥鍛后成形的坯料在桿部和部分頭部已有1~1.25mm厚的毛邊,故在桿部不再設(shè)置毛邊槽,易模鍛時上下模表面不接觸,其中留有1.5mm的間隙。鍛件兩端頭部的形狀復(fù)雜,難以充滿型槽,為了補(bǔ)足其金屬體積,故在其輪廓四周選用如圖4的小毛邊槽型式,其尺寸為:h1=1.5mm,h=3mm,b=5mm,b1=10mm。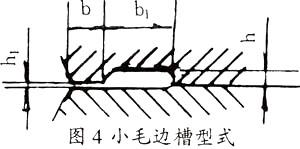
3.4計算毛坯截面圖及直徑圖
模鍛時, 好先將等截面的棒料預(yù)制成不等截面的中間毛坯,使其每一截面面積等于鍛件的相應(yīng)截面積再加上相應(yīng)的小毛邊截面積,然后將此中間毛坯放入模鍛型槽中進(jìn)行模鍛,這樣,可保證各截面處金屬足夠,充填良好,變形后多余金屬沿鍛件兩端頭部輪廓分模線上將形成較小的毛邊。
這種理想的中間毛坯稱為“計算毛坯”。
計算毛坯可用計算毛坯截面圖與計算毛坯直徑圖表示,兩者統(tǒng)稱為計算毛坯圖。
計算毛坯截面圖是沿鍛件軸線方向截面積變化的圖像。
計算毛坯直徑圖是鍛件軸線方向直徑變化的圖像。
兩者都反映了鍛件長度(軸線)上金屬分布的情況。
關(guān)于毛坯截面圖及直徑圖的計算方法與常規(guī)方法相似。
根椐毛坯截面圖可確定坯料的體積V=35500mm3。
3.5 模具型槽的設(shè)計
模具型槽是鍛件時 后成形的型槽,它是按熱鍛件圖制造和檢驗的。
開式模鍛時,梅花扳手兩頭的型槽沿分模面設(shè)置小毛邊槽,而桿部體積能正確計算及容易成形,故不設(shè)毛槽。
鍛件在模具型槽里鍛好冷卻到室溫時,其尺寸要縮小,所以熱鍛件圖要按鍛件圖(冷)放大一個收縮量。
對梅花扳手鋼鍛件的收縮率一般取1.2%。模具型槽 的主要尺寸見圖5。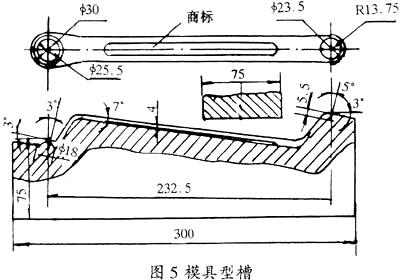 當(dāng)傾斜角α=7o時,錯移力未完全平衡,故設(shè)置了外加平衡鎖塊,見圖3所示。
當(dāng)傾斜角α=7o時,錯移力未完全平衡,故設(shè)置了外加平衡鎖塊,見圖3所示。
3.6 模鍛力的計算
模鍛所需的壓力可按下式計算:
P=K(2+0.1(Fsqrt(F))/V)σb.F
式中P--模鍛力,N
K--系數(shù),當(dāng)開式模鍛時取K=3.5
F--鍛件投影面積,mm2,根據(jù)計算為4200mm2
V--鍛件體積,mm3,根據(jù)計算為35500mm3
σb--模鍛終了時的金屬強(qiáng)度極限,MPa,按45號鋼選用60MPa
計算后得 P=2500kN
故選用3000kN摩擦壓力機(jī)進(jìn)行生產(chǎn),模鍛時坯料溫度為900~950oC。
4輥鍛制坯工藝
4.1選擇原毛坯尺寸
輥鍛過程中,毛坯每一道變形時,除了少量金屬展寬外,大部分金屬都沿鍛件軸線被延伸,使毛坯模截面不斷減小。
因此,選擇原毛坯截面尺寸,可按下式確定原毛坯的截面積:
Fo=K.Fmax
式中Fo--原毛坯截面積,mm2
Fmax-- 鍛件 大截面積,mm2
K--截面增大系數(shù),取K=1.1~2.0
原毛坯長度尺寸可根據(jù)梅花扳手鍛件圖來進(jìn)行計算的。
經(jīng)計算并按鋼材標(biāo)準(zhǔn)規(guī)格, 后選定的實際原毛坯尺寸為φ18×140mm。
4.2確定輥鍛道次
選擇輥鍛道次對保證輥鍛件的成形及提高生產(chǎn)率有很大的影響。
如果選擇道次過多,則將增加輥鍛模具的數(shù)量,同時延長操作時間,使生產(chǎn)率降低。
反之,如果輥鍛道次過少,則將使金屬分配不全理或使金屬變形加劇,影響繼續(xù)輥道次的主要依據(jù)是金屬延伸量的大小及制作成形的難易程度,可按下式初步確定輥鍛道次N:
N=lgλ/1gλ平
總延伸系數(shù)λ等于原毛坯橫截面積Fo與輥鍛后鍛件的 小截面積Fmin之比,即λ=Fo/Fmin=254.34/121.5=2.09.
平均延伸系數(shù)λ平一般為1.5~2.5.
根據(jù)輥鍛道次的計算及梅花扳手坯料工藝的分析,代入上式得N=1g2.09/1g2=1.06,輥鍛道次選為N=1。
4.3 設(shè)計輥鍛后制坯的形狀及尺寸
輥鍛制坯的形狀應(yīng)根據(jù)計算毛坯直徑圖的數(shù)據(jù)來進(jìn)行設(shè)計,其形狀及尺寸見圖6所示。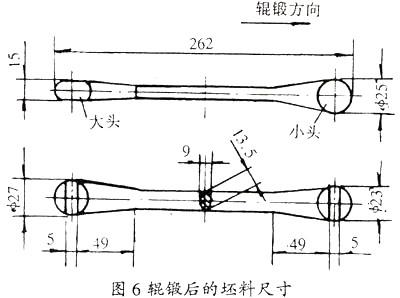
4.4 確定輥鍛模具型槽尺寸,根據(jù)生產(chǎn)中實際數(shù)據(jù),其前滑量S=2%~3%,取S=2.5%計算:
①模具型槽的總長度 L=L坯/1+S=262/102.5×100≈255mm
②大小頭尺寸:按鍛件和毛邊的體積定出φ27×15和φ23×25的扁球體,但兩頭都留有5mm伸縮量,以利充滿模鍛型槽。
③桿部截面為橢圓形,其體積取決于鍛件桿部體積,因模鍛時桿部不再溢出毛邊。其它尺寸則參照鍛件尺寸確定,參見圖2。
④毛邊:在兩鍛輥中間留有1.25mm的間隙。毛邊自然形成。
由上可得輥鍛模型的形狀及尺寸,見圖7所示。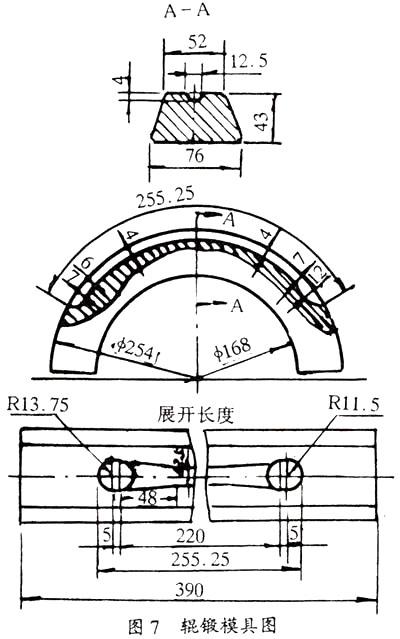
5切邊、沖孔及沖十二角
梅花扳手模鍛后,還需進(jìn)行切邊、沖孔及沖十二角。
這些工藝所用的沖模均為一般熱沖模結(jié)構(gòu),在標(biāo)準(zhǔn)壓力機(jī)上進(jìn)行沖壓,故不再作工藝分析。
6模具材料
鍛壓模和輥鍛模在工作時都承受著較大的壓力,另一方面又在反復(fù)受熱和冷卻的條件下工作,通常模具受熱的溫度可達(dá)350~500oC。
因此,模具內(nèi)部在交變應(yīng)力的作用下,極易形成熱疲勞裂紋。
為保證模具的使用壽命,鍛壓模和輥鍛均選用3Cr2W8合金模具鋼。
由于鍛壓模需要量較大,可采用冷壓方法制造。
鍛壓模和輥鍛模的熱處理工藝,經(jīng)淬火及回火后的硬度為HRC48~51。
7 結(jié)論
在梅花扳手一具零件生產(chǎn)中,采用輥鍛技術(shù)和小毛邊模鍛組成先進(jìn)的成形工藝,在技術(shù)上和經(jīng)濟(jì)上有了明顯的提高,即簡化了生產(chǎn)工序,提高了產(chǎn)品質(zhì)量及合格率,又減少了基本設(shè)備投資,降低了產(chǎn)品成本。
? 2012-2013 環(huán)海機(jī)械工具
公司地址:河北泊頭市王武鎮(zhèn)工業(yè)區(qū)
電話:0317-8263458
Copyright 2011 - 2012 hhjxgj.com All Rights Reserved.
技術(shù)支持:益合商務(wù) 產(chǎn)品標(biāo)簽:防爆工具 防爆扳手 特種工具 防磁工具 -備案號:冀ICP備12003163號-1

? 2012-2013 環(huán)海機(jī)械工具
公司地址:河北泊頭市王武鎮(zhèn)工業(yè)區(qū)
電話:0317-8263458
Copyright 2011 - 2012 hhjxgj.com All Rights Reserved.
技術(shù)支持:益合商務(wù) 產(chǎn)品標(biāo)簽:防爆工具 防爆扳手 特種工具 防磁工具 -備案號:冀ICP備12003163號-1